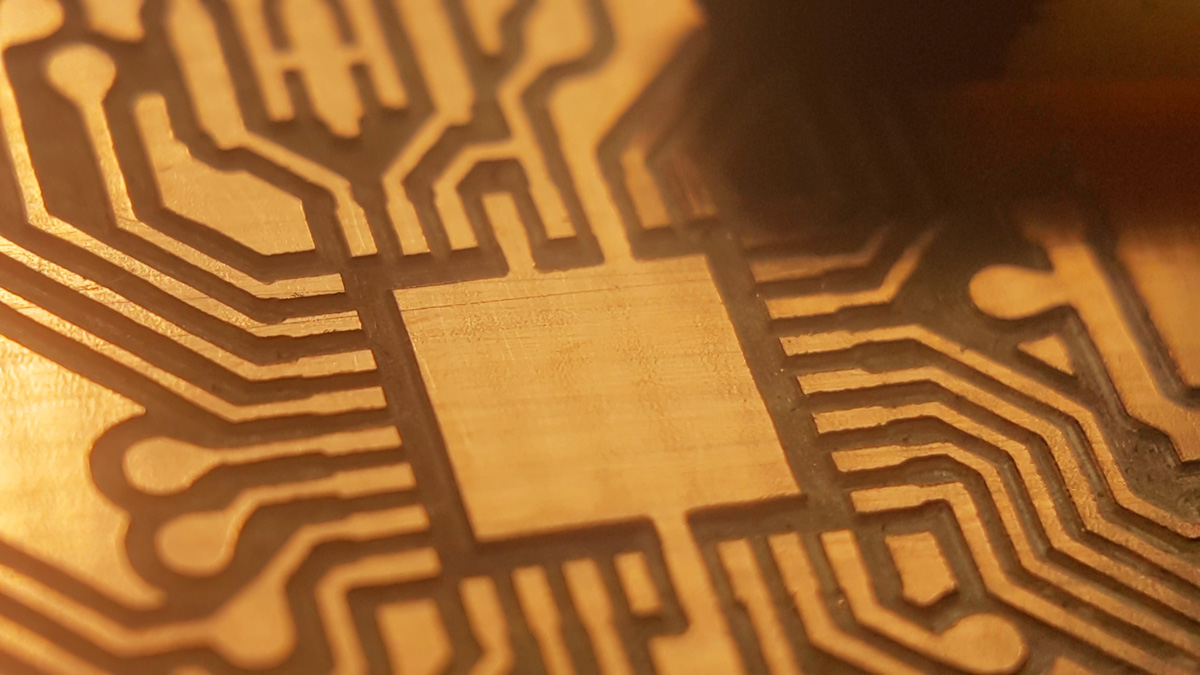
Фух, наконец-то я одолел эти фрезы. Теперь я могу гравировать вот так (дорожки 0.2/0.2 мм), и это результат без всякой пост-обработки (!):
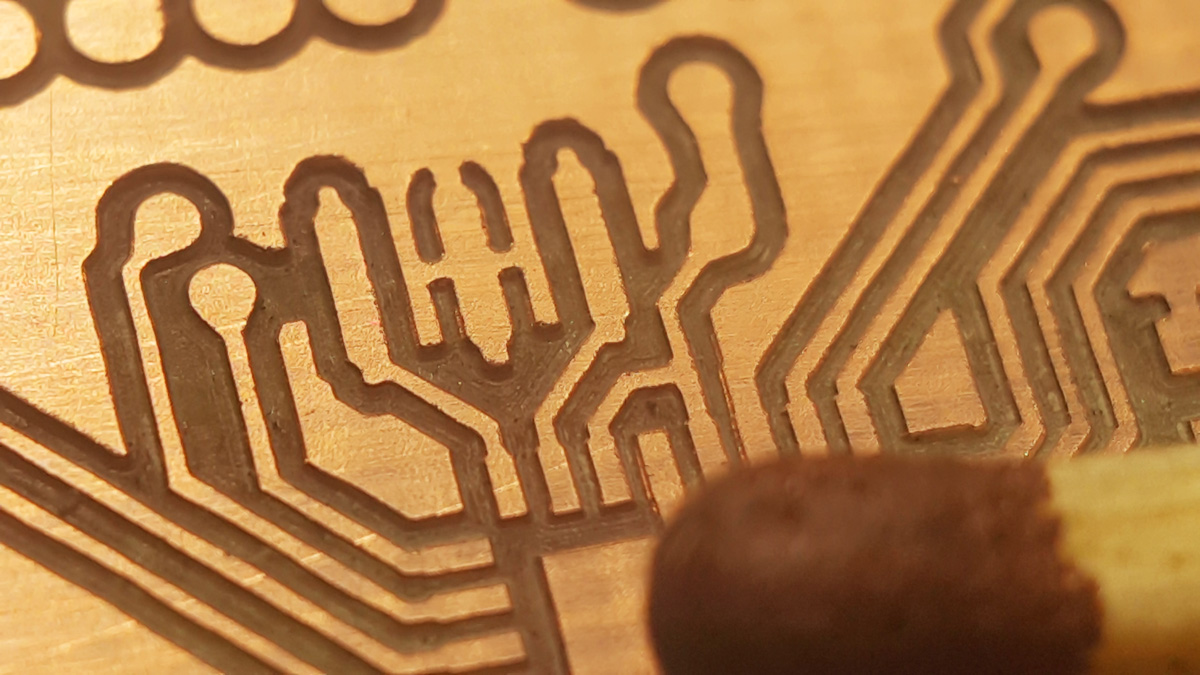
- r1.jpg (237.6 КБ) 80910 просмотров
- r2.jpg (205.9 КБ) 80910 просмотров
- r3.jpg (199.25 КБ) 80910 просмотров
Блестит, потому что полирнул заранее. А так — пропылесосил, смахнул зубной щеткой мелкие опилки, и готово, больше можно никак не обрабатывать. Хотя разок пройтись еще все равно придется на этапе заполировки медных проволочек в переходных отверстиях.
- r4.jpg (256.15 КБ) 80910 просмотров
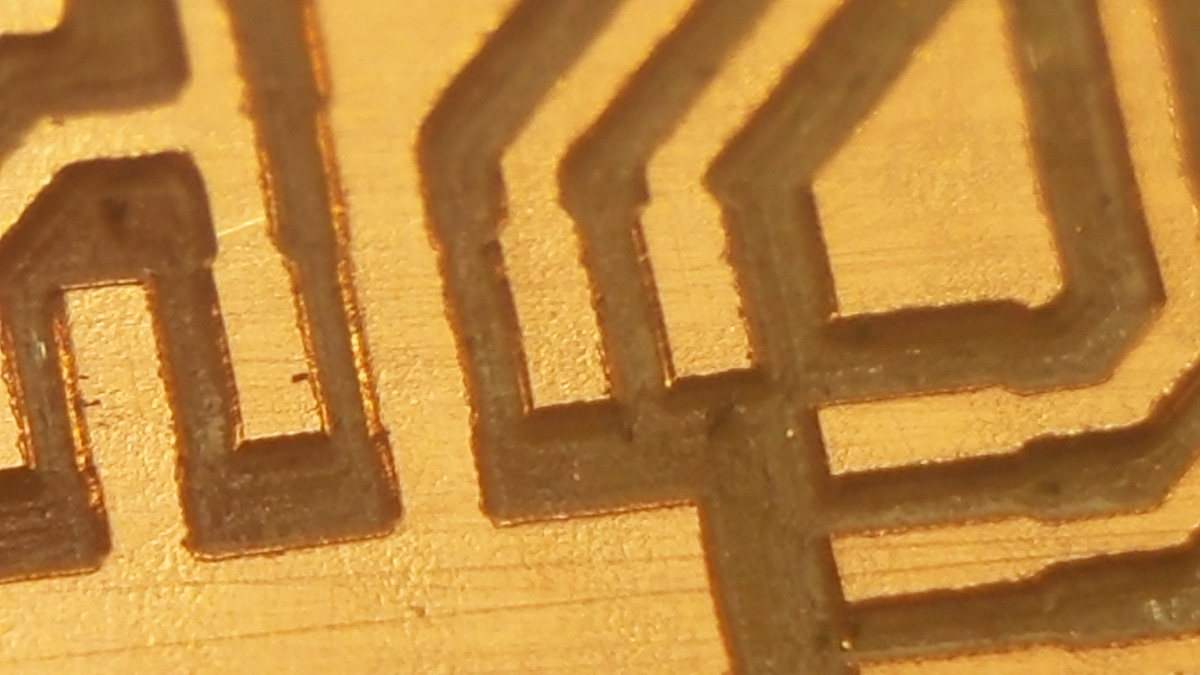
Чтобы добиться такого реза мне пришлось придумать собственную систему заточки фрез и форму режущей кромки. Помимо чистейшего реза выгода еще в том, что можно выбрать угол микрофаски. Ширину реза я тоже могу выбирать на своё усмотрение. Вот первая попытка на 0.1/0.1 мм (дорожки/расстояние между ними) — в принципе, вполне можно взяться уже за типоразмер 0201, то есть идти к уменьшению онейрографа в 1.5-2 раза (если еще полностью перейти на микропроцессоры Nordic и снизить в разы энергопотребление). Раньше я за это не брался, потому что прототипы с такой мелкотой сделать в домашней мастерской я думал, что не реально, а если заказывать в том же Резоните, то это уже по умноженной стоимости (у них 0.2/0.2 это низ нормы), ну и как всегда ждать. Без раскладчика пасты и расстановщика SMD с 0201 тоже вряд ли что получилось бы, но это теперь вопрос уже решенный. Так что двигаться в эту сторону обязательно будем.

- r5.jpg (263.52 КБ) 80910 просмотров
Однако, на станке Юры Филатова в таком масштабе снова вылезает проблема с ассиметрией вертикальных/диагональных/горизонтальных линий. Это, скорее всего, из-за значительных люфтов в винтовых передачах по осям X и Y. У Юриного станка на это счёт есть сложности, которые в принципе решаются, но сейчас я этим точно не буду заморачиваться. Да и проще, наверное, уже купить или собрать новый более жесткий станочек под такую мелкоту. Однако это другая задача, а по фрезам вопрос на этот счёт решен.
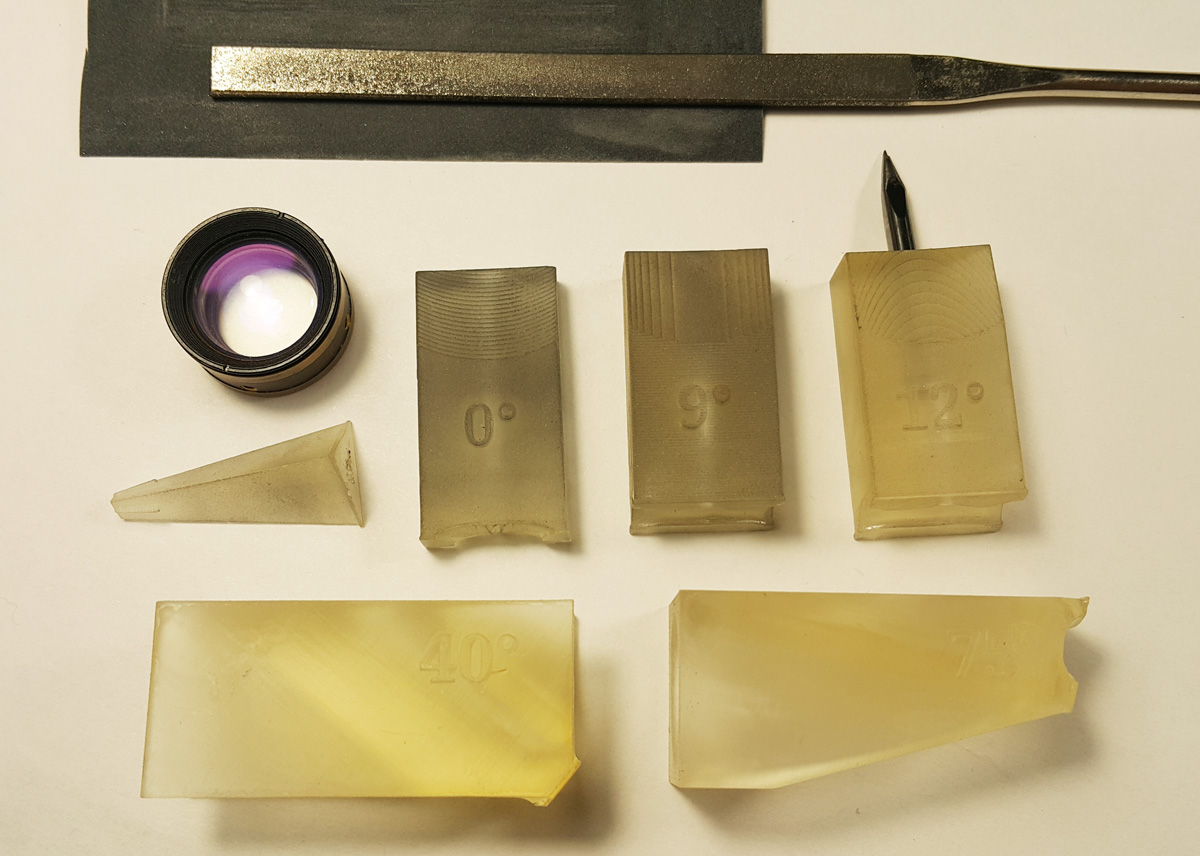
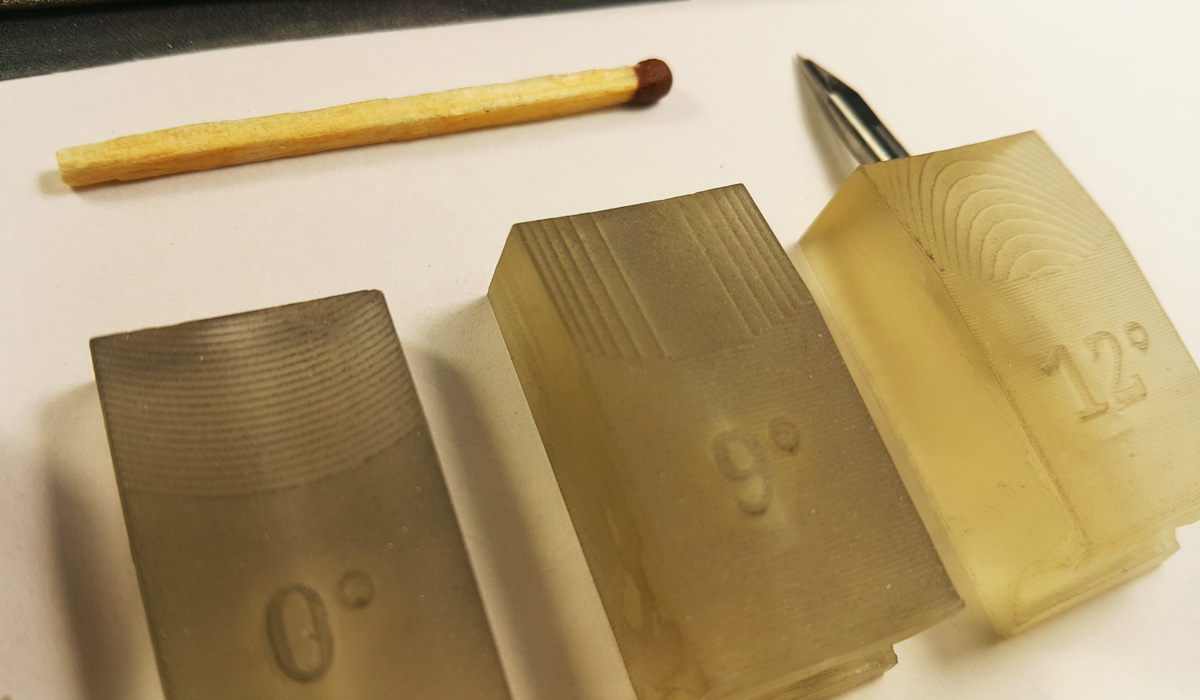
Для заточки таких хитрых фрез я изготовил на фотополимерном принтере наборчик из полезных приспособлений, без которого поначалу всё было очень сложно.
- r8a.jpg (224.78 КБ) 80910 просмотров
- r9.jpg (159.42 КБ) 80910 просмотров
Проще всего перетачиваются V-образные гравёры (сечение полукруг), но можно и пирамидки (сечение треугольник). Правда во втором случае их приходится сначала приводить к полукругу. То есть стачивать обратно в конус, потом выбирать половину, а потом всё делается так же, как в первом случае. Для выбора половины я использую алмазную фрезу (иначе не промахнуться и не накосить в плоскости или размере — это адская задача). Во всех же остальных случаях достаточно мелкой шкурки и надфиля. Микроскопом я пока тоже так и не разжился, так что обхожусь парой линз от какой-то давно разобранной оптики, и этого вполне хватает.
Что же касается китайского чуда (до американских и немецких фрез я пока так и не добрался, хотя позже ещё для сравнения попробую), то вот краткие итоги:
1. С алиэкспресса что-то брать нет никакого смысла вообще, даже в качестве заготовок, по причине ужасного качества стали. В остальном все характеристики нужно умножать в 2-4 раза. То есть если написано площадка 0.1 мм, то это будет скорее всего 0.3, и только если очень повезет несколько фрез из десятка будут 0.2 (только у одного продавца из 6 мне такие попались). Однако заточка может быть такая, что лучше бы её вообще не было. И центровка будет гулять вообще как ей вздумается случайным образом. Так что к этим 0.2 или 0.3, вполне возможно, что придется прибавить ещё сколько угодно — это дело случая и настроения китайского ломастера.
2. Вторая китайская альтернатива — известная марка DJTOL. Эти фрезы я брал в московской и питерской фирмах и пришло совершенно одинаковое. Выводы:
I) DJTOL можно брать только серии 2A или 3A (хотя 2A я еще не пробовал, на днях должны привезти, но сужу по характеристикам и сравнению между A и 3A);
II) В половине случаев центровка будет гулять так, что фрезы все равно придется перетачивать обратно в конус, чтобы найти точный центр, иначе идеального реза не добиться;
III) И самое неожиданное — если на фрезе написано, что площадка 0.1 мм, то это значит, что площадки нет вообще. То есть с алиэкспрессом ровно обратный прикол. И из Москвы, и из Питера, мне пришли просто иглы. В лучше случае там есть на кончике какой-то микроскол случайной формы, явно меньшего размера, чем 0.1, и всё. Я так сломал 3 фрезы, просто не посмотрел внимательно и начал пробовать. Одну вставил, тут же кончик отломился. Ну, думаю, может брак. Вторая так же. Поставил минимальную скорость, 10 мм в минуту, черепашьим шагом — всё равно ломается. Потом уже стал разглядывать, чего там такое творится. Оказывается, это просто игла. Ну конечно, будет ломаться. Правда, если повезет, то получившимся сколом может дальше резать довольно неплохо (не так хорошо, конечно, как мои фрезы теперь режут, но лучше алиэкспессовских точно). Однако какой получится размер этой сколотой площадки — это чистая рулетка. Проще сразу заточить площадочку нужного размера, это не сложно, я так поначалу и стал делать, но обычная площадка в виде плоскости не сравнится по качеству реза с той формой, которую я в итоге разработал и освоил.
Отдельно замечу по стали. Я провел эксперимент с тремя марками — китайская сталь с алиэкспресс, тайваньская сталь серии DJTOL A и люксембургская сталь серии DJTOL 3A. Во всех случаях затачивал фрезу по одной и той же схеме, добиваясь изначально идеального реза. Результат:
А) Китайская сталь (~60 рублей за фрезу под переточку) уже минут через 15 приходит в негодность, тупится и начинает задирать медь. Через 3 часа работы на режущей кромке крупная каемка. Очевидно, что еще 3-6 часов, и она просто сломается.
Б) Тайваньская сталь (~350 рублей за фрезу под переточку) отработала 3 часа без задиров. Но по итогам на кромке тоже выщерблена здоровенная канава. Вот она на фото:
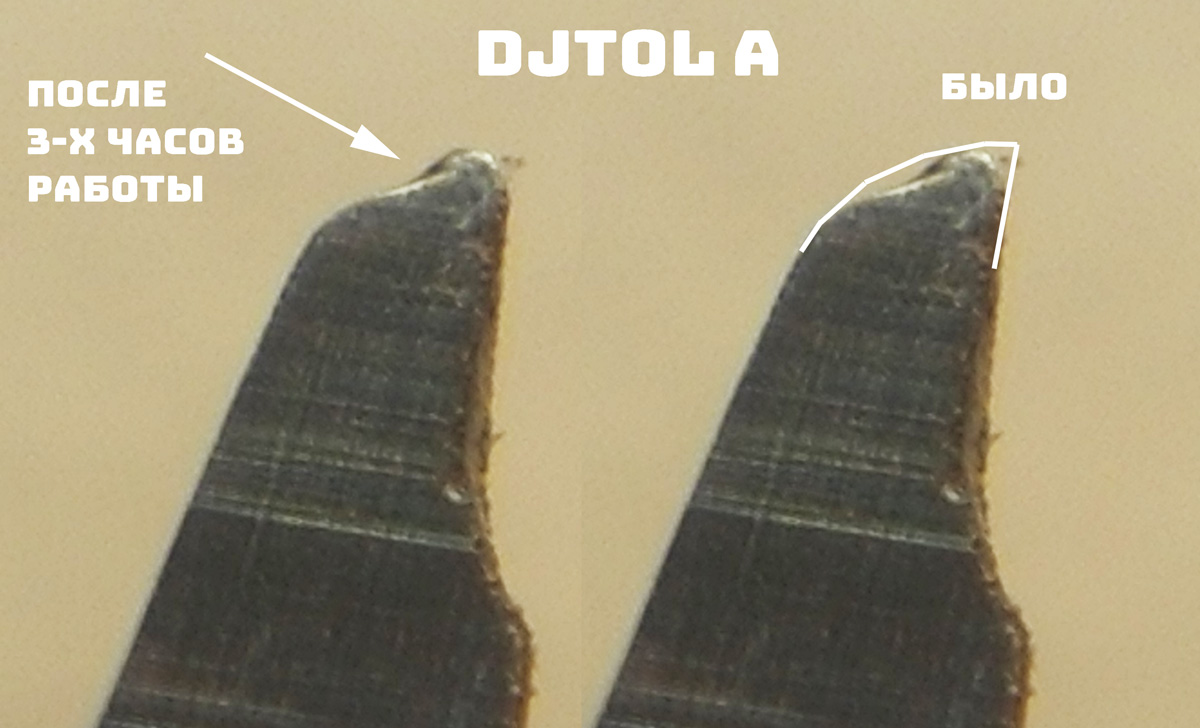
- r6a.jpg (162.16 КБ) 80869 просмотров
В) Люксембургская сталь (~850 рублей за фрезу под переточку) отработала 3 часа без задиров и по итогам кромка визуально практически как новая. Вот так и должно быть:

- r7.jpg (202.74 КБ) 80910 просмотров
К сожалению, за неимением микроскопа, качественные макрофото сделать пока нет возможности. Но по люксембургской стали скажу, что это вообще совсем другая песня. Китайскую сталь ковыряешь как пластилин или что-то на другую букву. С этой же когда работаешь, чувствуешь себя скульптором — что хочешь, что запланировал, то и получается, а не непонятная фигня, как с китайской. Скалывается она более крупными кусками при этом, видимо за счет более высокой твердости. И очень острая. Я обычно когда фрезу точу, то пальцем смахиваю опилки с неё, перед тем как под лупой что-то рассмотреть. Так вот с этой сталью я пару раз так пальцем смахнул нормально, а на третий уже за йодом побежал. Хоть там у пирамидки угол 60 градусов у грани, но режет как нож. Ни китайская, ни тайваньская сталь — ничего подобного, конечно, не показывают.
Осталось еще немецкую сталь попробовать, у DJTOL это серия 2A. Но вряд ли она будет лучше, так что, думаю, остановлюсь на Люксембурге. Раздобыть их только сложно. Видимо, народ Тайвань, как дешевую замену Китаю, предпочитает. Этих то в продаже дофига. Но по мне так шило на мыло. Нет уж, спасибо, мы предпочитаем "люкс" =)
Вот такая история. В общем, эту дорожку я наездил. Столько всего можно теперь сделать, столько модулей в очереди — свет, звук, датчики всякие, КГР, научные модули, микроплаты под колодки, глаза разбегаются. Как это всё прототипировать без такой быстрой и удобной технологии, я уже задепрессовал, думал невозможно. Но теперь это всё вполне реально за полгодика освоить.
А пока возвращаюсь к сборке. BLE-модули теперь нарезать тоже не проблема, если чего-то понадобится быстро скорректировать то тоже можно будет что-то награвировать по-быстренькому. Так что очередные препятствия устранены, возвращаем прицел к горизонту.

